 English
English 中文简体
中文简体 русский
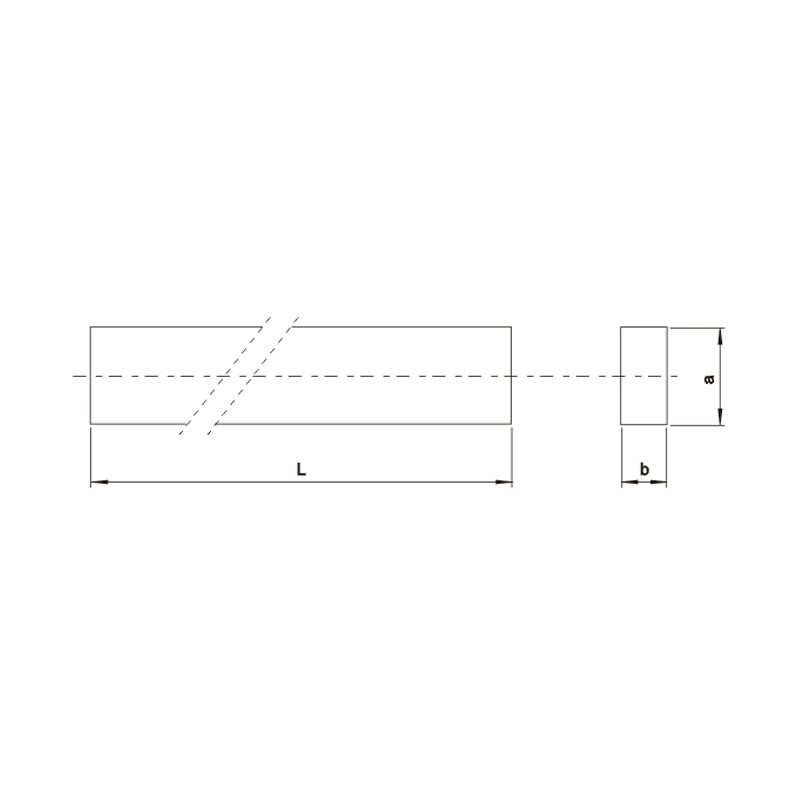
русскийCustomizable sizes Cemented Carbide Rectangular Blanks
Cat:Cemented Carbide Flats
Welcome to our Cemented Carbide Rectangular Blanks product page! Our company is proud to offer high-quality carbide blan...
See DetailsChatter and vibration during machining are common challenges that can compromise part quality, dimensional accuracy, and the life of Hard Metal Cutting Tools. These issues manifest as visible patterns on the workpiece surface, reduced precision, and often, premature tool failure. Addressing vibration effectively requires a holistic view, starting with the inherent stability of the tool material itself—the carbide flat—and extending through its engineered geometry and correct application in the machining process.
The choice of material for cutting tools directly influences their dynamic behavior. Hard Metal Cutting Tools, made from sintered tungsten carbide, benefit from certain intrinsic properties of this material. Carbide has a high degree of damping capacity compared to steel, meaning it can absorb vibrational energy more effectively, which can help mitigate chatter. More importantly, carbide possesses a very high modulus of elasticity. This property gives tools made from carbide flats exceptional rigidity, meaning they deflect less under cutting forces. A tool that bends or twists less provides a more stable cutting action, which is a fundamental starting point for achieving good surface finishes and managing vibration.
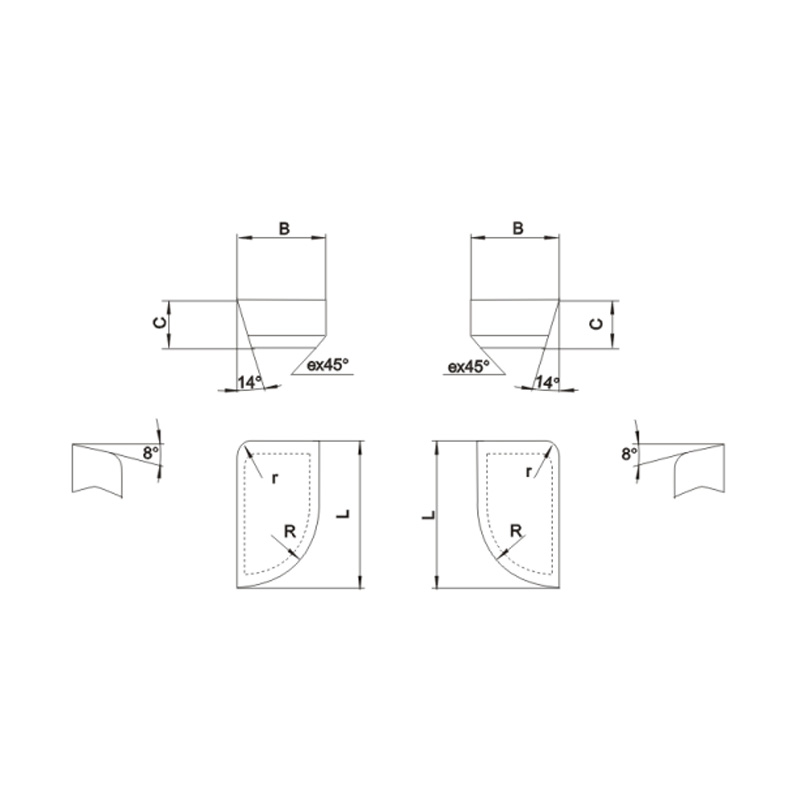
The stability provided by the carbide blank is fully realized through precision manufacturing. The process of grinding the flutes, relief angles, and cutting edges from the solid carbide flat is where the tool's functional geometry is created. A critical aspect of this is edge preparation. A cutting edge that is too sharp may be prone to microscopic chipping, initiating vibration. Therefore, a controlled honing or edge-strengthening process is often applied. This creates a small, rounded edge on the tool that maintains keenness while being more resistant to initial wear and chipping, promoting smoother cutting and less vibration.
Furthermore, the macro-geometry of the tool elements, like helix angle and core diameter, is ground into the original carbide flat. A well-designed helix angle aids in smooth chip formation and evacuation, reducing erratic cutting forces. A sufficient core diameter increases the tool's torsional rigidity. These design features, executed on a high-quality carbide flat, work together to enhance the tool's natural resistance to vibratory behavior.
Even with a well-designed tool, vibration can occur due to application factors. Several practical adjustments can be made:
Achieving vibration-free machining and surface finish is typically the result of multiple factors working in concert. It begins with the selection of a tool that is manufactured from a consistent, high-density carbide flat, providing inherent rigidity and damping. This is followed by precision grinding that creates a stable geometry and a prepared cutting edge. Finally, correct application practices—secure toolholding, minimal overhang, and considered cutting parameters—allow the tool to perform as designed. Investing attention in this entire chain, from the base material to the final setup, provides a reliable path toward quieter, more stable machining operations and the high-quality surface results that come with them.
Welcome to our Cemented Carbide Rectangular Blanks product page! Our company is proud to offer high-quality carbide blan...
See Details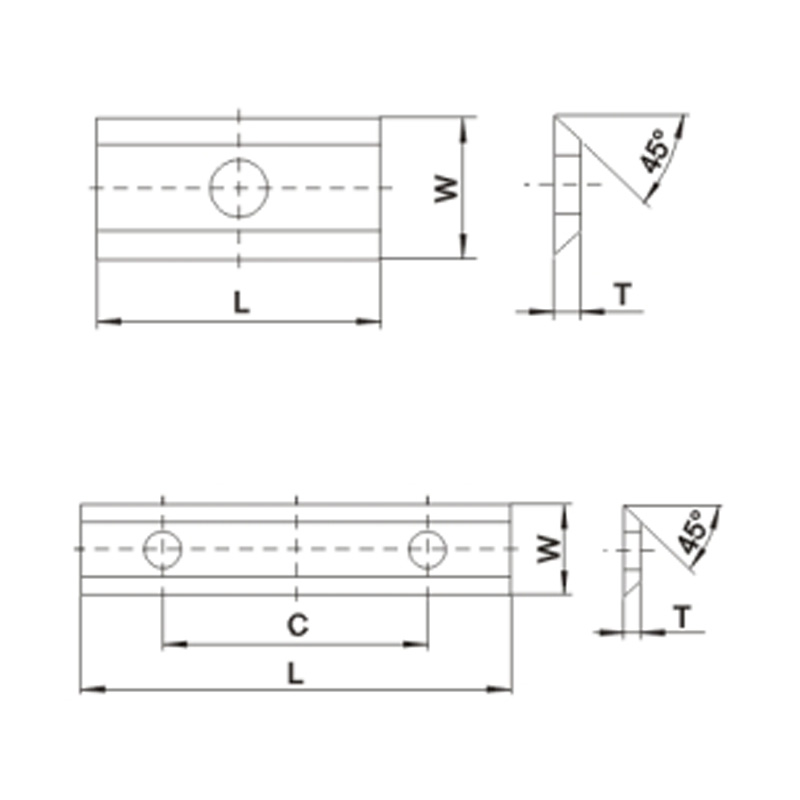
Welcome to our Carbide Knives Series A Type product page! As a pilot provider of grinding tool products, we are excited ...
See Details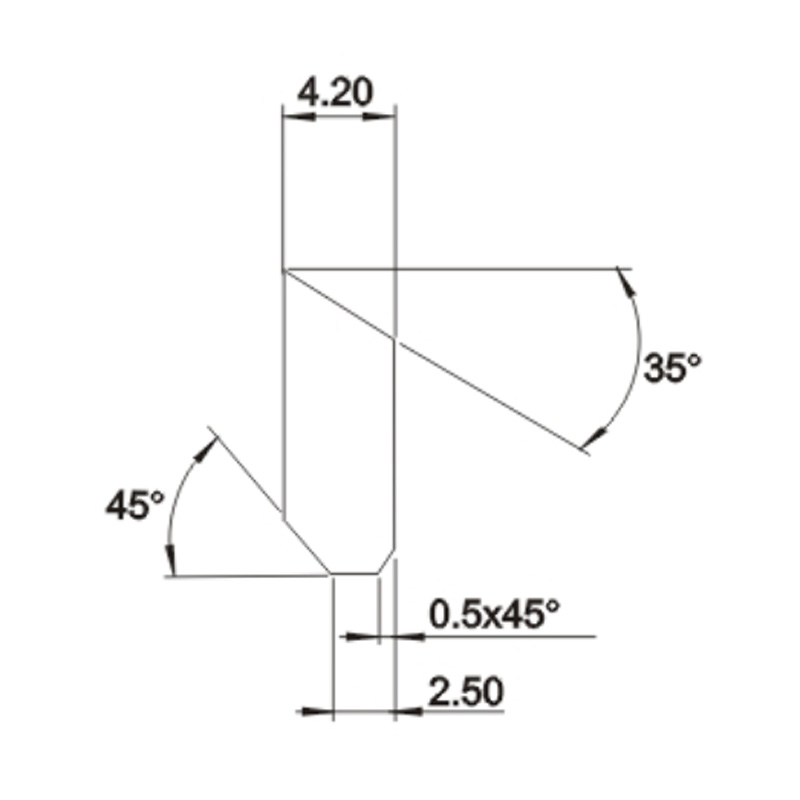
Welcome to our MKWPR Series Saw Blades product page! Our company takes pride in offering high-quality saw blades enginee...
See Details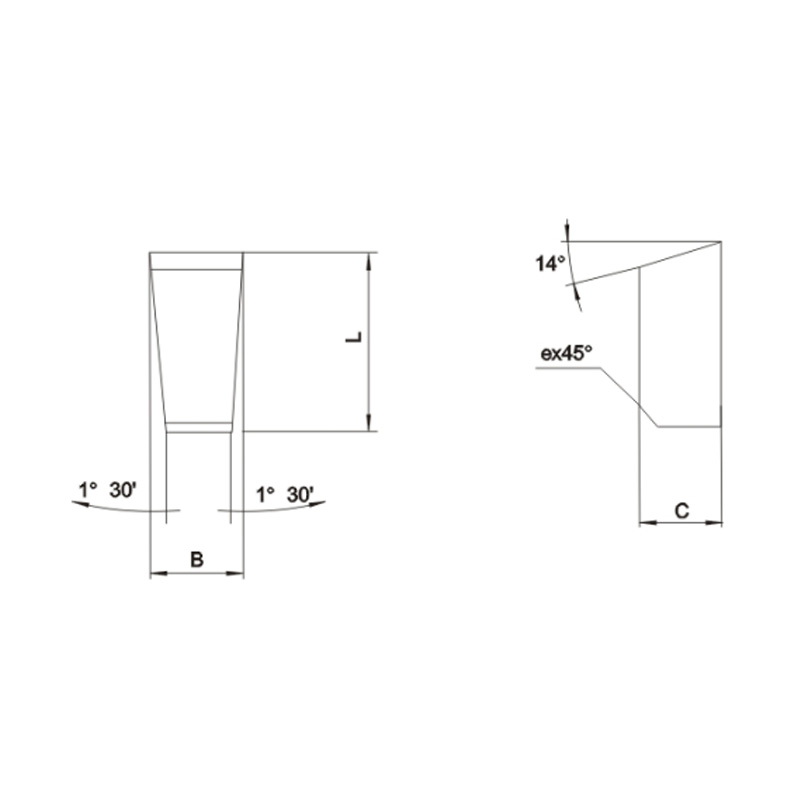
Welcome to our product page featuring the C3 Type for cutoff tool and grooving cutter! Our company specializes in provid...
See Details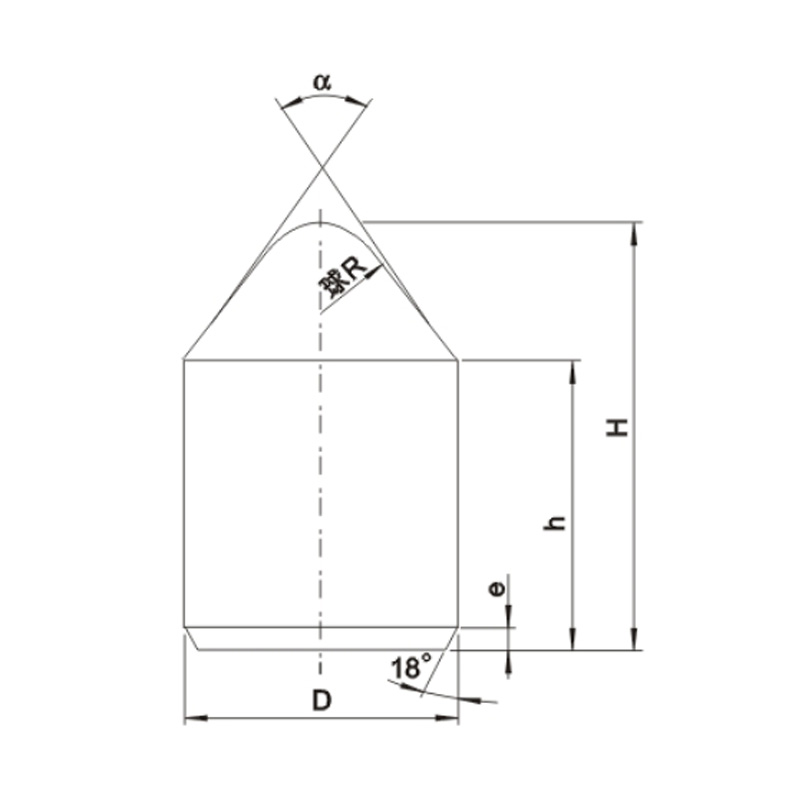
Welcome to our range of high-quality carbide inserts tailored for precision machining applications. Among our offerings ...
See Details
Contact Us