 English
English 中文简体
中文简体 русский
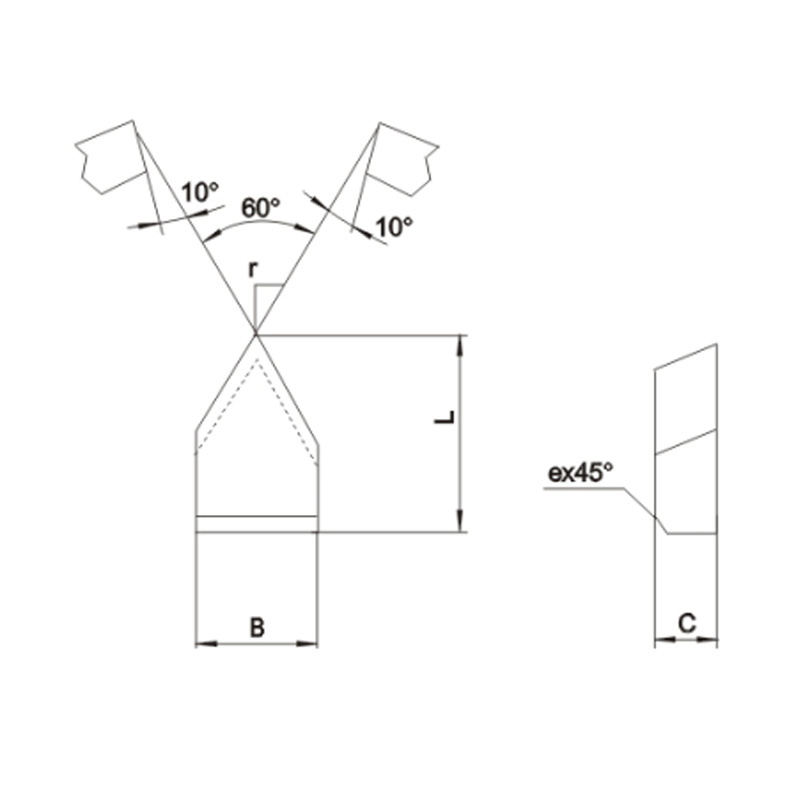
русскийUsed for precision machining of Cemented Carbide Flats with an Angle
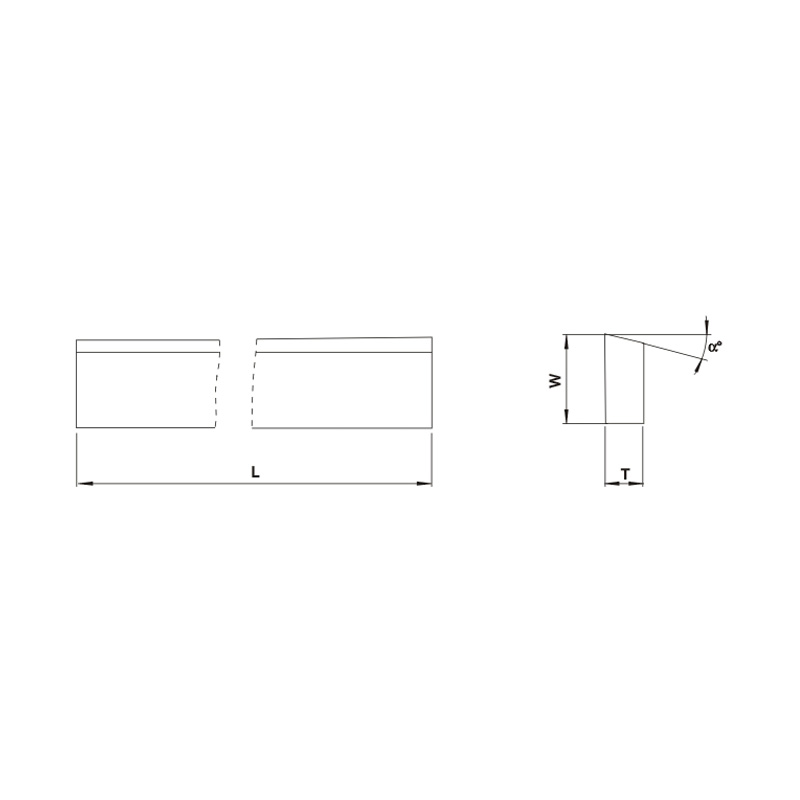
Cat:Cemented Carbide Flats
At our grinding supplies company, we offer a range of high-quality cemented carbide flats with angle, meticulously craft...
See DetailsAchieving a productive and predictable outcome with Hard Metal Cutting Tools involves more than just mounting a tool and starting the spindle. The settings for cutting speed and feed rate are critical variables that directly engage with the physical limits of the tool's construction. These limits are largely defined by the properties of the carbide flat that forms the tool's substrate. Thoughtful parameter selection seeks to harness the capabilities of this hard material while operating within its thermal and mechanical boundaries, thereby supporting extended tool life and process stability.
Carbide, as a material, maintains its hardness at elevated temperatures better than many tool steels, but it does have a threshold. Excessive cutting speeds can generate heat that pushes the tool material beyond this functional range to accelerated wear mechanisms like diffusion. Managing thermal load is a primary consideration when setting the spindle speed (SFM or m/min).
Similarly, the feed rate and depth of cut determine the mechanical forces acting on the cutting edge. Carbide flats are formulated to offer a combination of hardness and toughness, but overly aggressive feeds can induce stresses that exceed the material's capacity to withstand them, resulting in chipping or fracture. Balancing these two factors—heat from speed and force from feed—is the foundation of effective parameter selection for Hard Metal Cutting Tools.
A practical approach to setting parameters considers both the workpiece material and the general grade of the carbide flat used in the tool.
For machining common steel alloys, a range of cutting speeds and feed per tooth values is often applicable for tools with a carbide substrate suited for this purpose. Starting within the lower part of a recommended range allows for observation and adjustment.
Operations involving materials like stainless steel or nickel-based alloys typically call for moderated cutting speeds and consistent feed rates. This approach helps manage work hardening and reduces cyclical loading on the cutting edge, which can be helpful for tools made from carbide flats with specific toughness characteristics.
When machining aluminium, the high hardness of the carbide substrate allows for considerably higher surface speeds and feed rates. Here, the focus often shifts to ensuring efficient chip evacuation to prevent re-cutting of chips.
A reliable method is to begin with conservative parameters derived from tooling literature or experience. Then, while monitoring tool wear patterns and part quality, adjustments can be made incrementally. This stepwise method helps identify a parameter window where the Hard Metal Cutting Tool performs effectively without undue stress.
In stable machining environments with capable equipment and secure toolholding, the properties of certain carbide flat grades can be leveraged further. For instance, tools made from very fine-grained carbide substrates can sometimes support increased cutting speeds in stable conditions, an approach often associated with productive material removal. Alternatively, tool geometries designed for robust cutting edges allow for an increase in the feed per tooth, utilising the compressive strength of the carbide flat effectively.
There is no single universal setting for all Hard Metal Cutting Tools. The many effective parameters are those that allow the specific carbide flat substrate in the tool to operate within a stable and productive zone. Keeping a record of parameters used and the resulting tool life for different applications builds valuable internal knowledge. This information, combined with dialogue with technical suppliers about the substrate properties of your tools, guides the way toward finding parameters that deliver a good balance of metal removal rate, tool life, and part quality for your specific situation.
At our grinding supplies company, we offer a range of high-quality cemented carbide flats with angle, meticulously craft...
See Details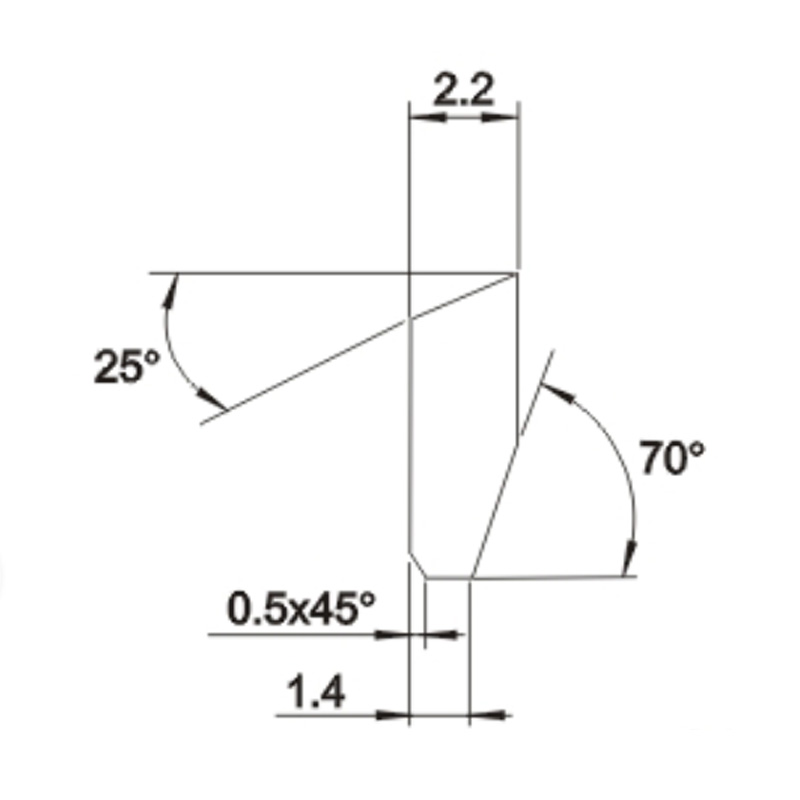
Welcome to our product page featuring the MKW-08 Series Saw Blades! Our company takes pride in offering high-quality saw...
See Details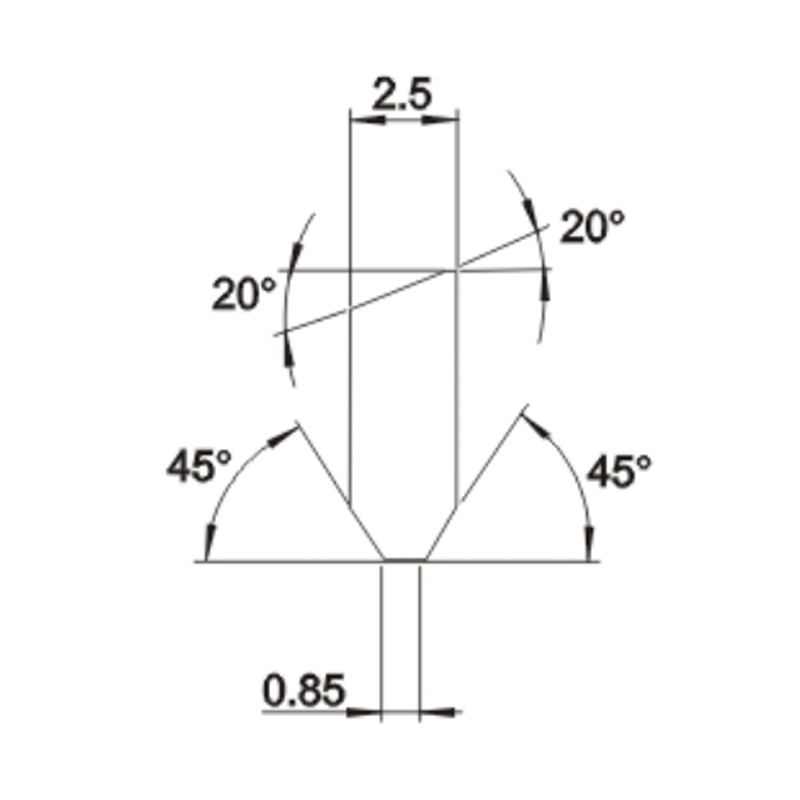
Elevate your woodworking experience with our MKW-12 Series Saw Blades, meticulously crafted to meet the demands of high-...
See Details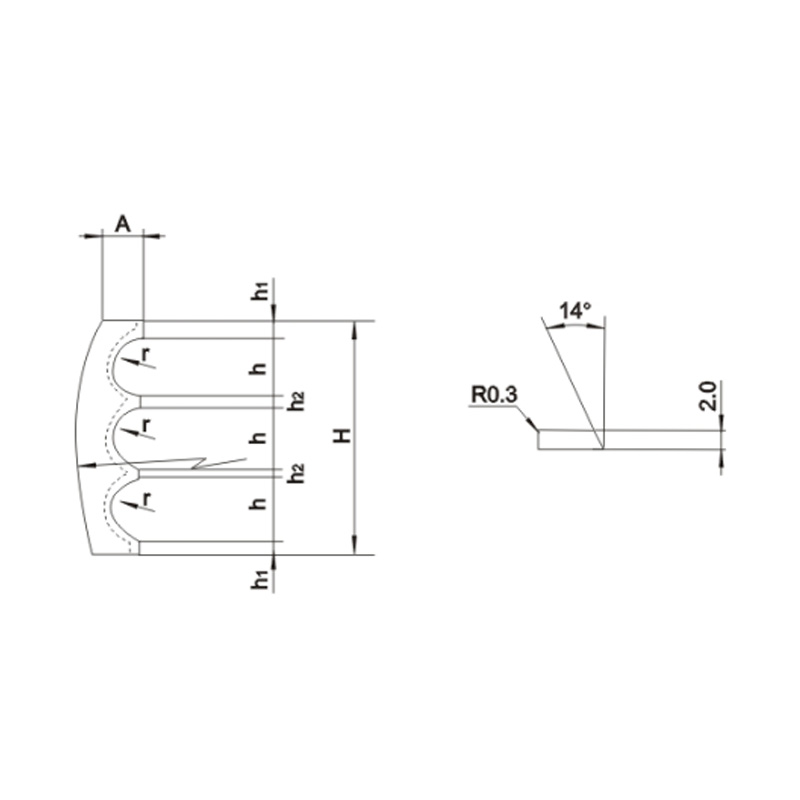
Introducing our Three Pearlite Blade, a remarkable tool designed to elevate your decorative cutting tasks to new heights...
See Details
Welcome to our product spotlight on the C1 Type for screw turning tool and cylindrical refined turning tool. Designed fo...
See Details
Contact Us