Many workshops face a common question: should they use a Carbide Burr or an abrasive tool such as a mounted point or grinding wheel? The answer depends on the material, the task, and the desired result. Both tool families have strengths, and understanding those differences helps make an informed choice.
Cutting action and material removal
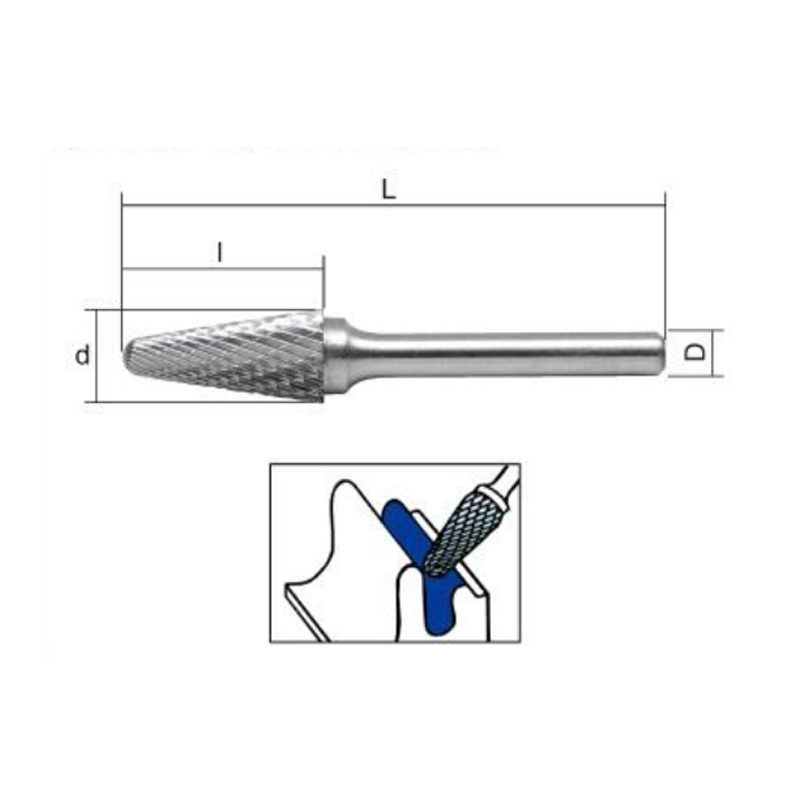
A carbide bur removes material through shearing. Its sharp teeth bite into the workpiece and produce chips. This action is efficient, especially on metals like steel, cast iron, aluminum, and stainless steel. The removal rate is consistent as long as the teeth remain sharp.
Abrasive tools, in contrast, remove material through micro‑fracturing. Small abrasive grains scratch the surface, and the bond holds the grains until they become dull or break away. This process works on many materials, including non‑metals, ceramics, and hardened steel. However, the removal rate can be slower when cutting deep or wide channels.
Durability and tool life
Under typical metalworking conditions, a Carbide Burr lasts longer than an abrasive point. The carbide teeth do not wear down quickly on ferrous materials. When the tool becomes dull, it may be possible to refresh the edges by using a suitable dressing stick. Abrasive tools wear by design—the grains break away to expose fresh cutting points. This self‑sharpening property is useful, but it also means the tool changes shape gradually, which can affect precision.
For high‑volume work on the same material, a Carbide Burr reduces the frequency of tool changes. For occasional use or when working on very hard materials above certain hardness levels, abrasive tools might be more practical because they do not require sharpening and are less expensive per unit.
Surface finish and precision
Abrasive tools generally produce a smoother surface finish when fine grits are used. The scratch pattern left by small abrasive grains can be polished further with subsequent passes. A Carbide Burr with a double‑cut pattern can approach a similar finish, especially when run at suitable speeds and with light pressure. However, for applications where the surface must be near‑mirror smooth, finishing with an abrasive tool after roughing with a Carbide Burr is a common workflow.
Application‑based recommendations
Choose a Carbide Burr when:
- Removing weld seams or parting lines
- Shaping metal parts with complex contours
- Working on stainless steel, titanium, or aluminum
- Needing to maintain a consistent shape for repeated cuts
Choose an abrasive tool when:
- Machining glass, stone, or ceramics
- Finishing hardened steel beyond the practical range for carbide
- Requiring a very fine surface finish from the start
- Working in areas where a metal tool could cause sparking risks (e.g., certain explosive environments)
Cost considerations over time
The purchase price of a Carbide Burr is higher than that of a common abrasive point. However, because the Carbide Burr remains usable for many hours of cutting, the cost per workpiece can be lower for metal removal tasks. Abrasive points have a lower entry cost but may need replacement several times during a single large job. Keeping both types in the tool inventory gives flexibility.
Neither tool is universally better. A workshop that handles diverse materials benefits from having a selection of Carbide Burr shapes and abrasive points. For routine metal shaping and deburring, the Carbide Burr often provides a good balance of speed and longevity. For finishing or non‑metal work, abrasive tools remain a practical choice.
 English
English 中文简体
中文简体 русский
русский

Contact Us