Industrial machining often involves complex part geometries. A Carbide Burr comes in many standardized shapes, each designed for a specific type of cut or access condition. Knowing these shapes helps operators select the right tool without trial and error.
The standard shape families
Manufacturers produce Carbide Burr tools in roughly ten basic forms, often identified by letters. The cylindrical shape (type A) is common for flat surfaces and edge chamfering. Its straight sides allow consistent material removal along a line. A variation with a radius end (type B) works for curved grooves.
The ball shape (type C) is useful for concave surfaces and internal radii. When cleaning a rounded corner or carving a hemispherical pocket, the ball shape follows the contour naturally. The conical shape (type D) has a tapered body. It suits angled surfaces, V‑shaped slots, and deburring drilled holes from the back side.
Shapes for detailed work
The tree shape (type E) and flame shape (type F) are intended for sculpting and mold work. The tree shape has a rounded tip and a widening body, good for undercuts and curved cavities. The flame shape resembles a pointed cone with a curved profile, often used for finishing fillets and weld preparations.
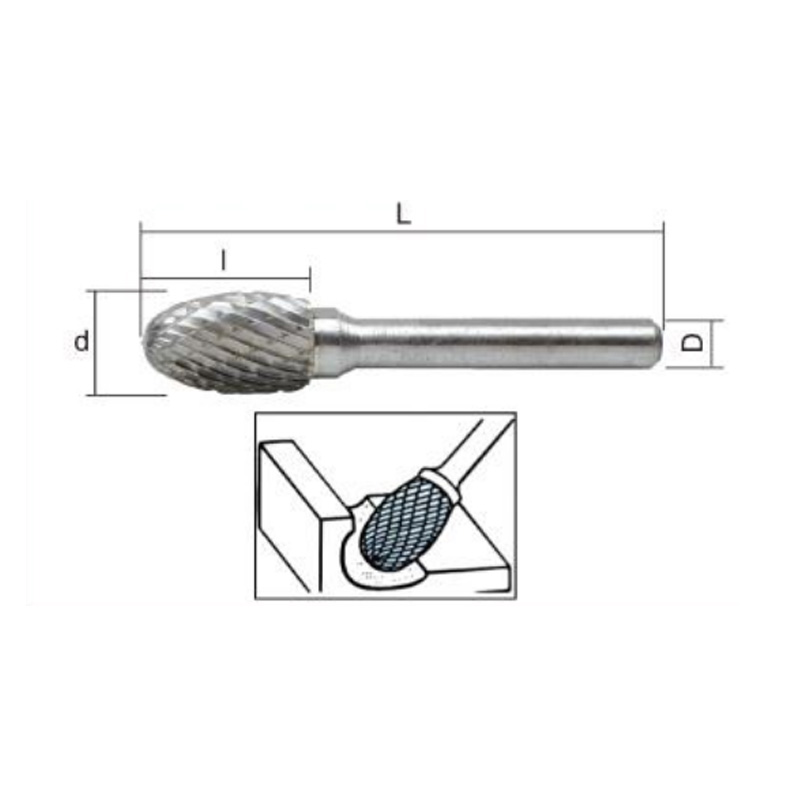
Oval and egg shapes (types G and H) offer smooth contours for blending surfaces. They remove material gradually without creating steps. The pointed cone shape (type I) reaches narrow gaps and sharp internal corners. Finally, the inverted cone shape (type J) is designed for countersinking and creating angled undercuts.
Tooth patterns: single‑cut and double‑cut
Beyond shape, the tooth pattern affects performance. A single‑cut Carbide Burr has a right‑hand spiral of flutes. This pattern removes material quickly and produces larger chips. It works well on steel, cast iron, and other ferrous metals where chip clearance is important.
A double‑cut pattern has two intersecting spirals. The resulting smaller teeth produce finer chips and a smoother surface. This pattern is suitable for aluminum, copper, plastic, and stainless steel. The double‑cut design also reduces the tendency for material to pack into the flutes.
Selecting for industrial applications:
- Aerospace components: Cylindrical and ball shapes with double‑cut patterns for aluminum and titanium
- Automotive repair: Tree and flame shapes for porting and weld removal on cast iron
- Mold and die making: Oval and pointed cone shapes for finishing tight radii
- General fabrication: Cylindrical shape with a single cut for heavy stock removal on structural steel
Shank diameter and tool holder compatibility
Common shank diameters include a few standard sizes. The shank must fit the collet of the rotary tool or die grinder. A loose fit causes runout, which reduces cutting accuracy and can break the tool. Using the correct collet size is as important as selecting the right shape.
Practical guidance for building a tool set
A starter set of Carbide Burr shapes might include a cylinder, a ball, a cone, and a tree shape. With these four, many typical tasks—edge breaking, cavity cleaning, surface smoothing—can be accomplished. As specific job requirements emerge, additional shapes can be added. Keeping tools organized by shape and tooth pattern saves time during setup.
Understanding Carbide Burr types and shapes allows an operator to approach each job with the right geometry. This knowledge reduces unnecessary passes and helps achieve the intended feature without overcutting. Industrial applications benefit from this systematic matching of tool form to workpiece function.
 English
English 中文简体
中文简体 русский
русский

Contact Us