 English
English 中文简体
中文简体 русский
русскийDurable Double-Sided Door Panel Edge Profiling Cutter Blade
Cat:Cemented Carbide Tips for Woodworking
Welcome to our product showcase featuring the Double-Sided Door Panel Edge Profile Cutter Blade! Designed for precision ...
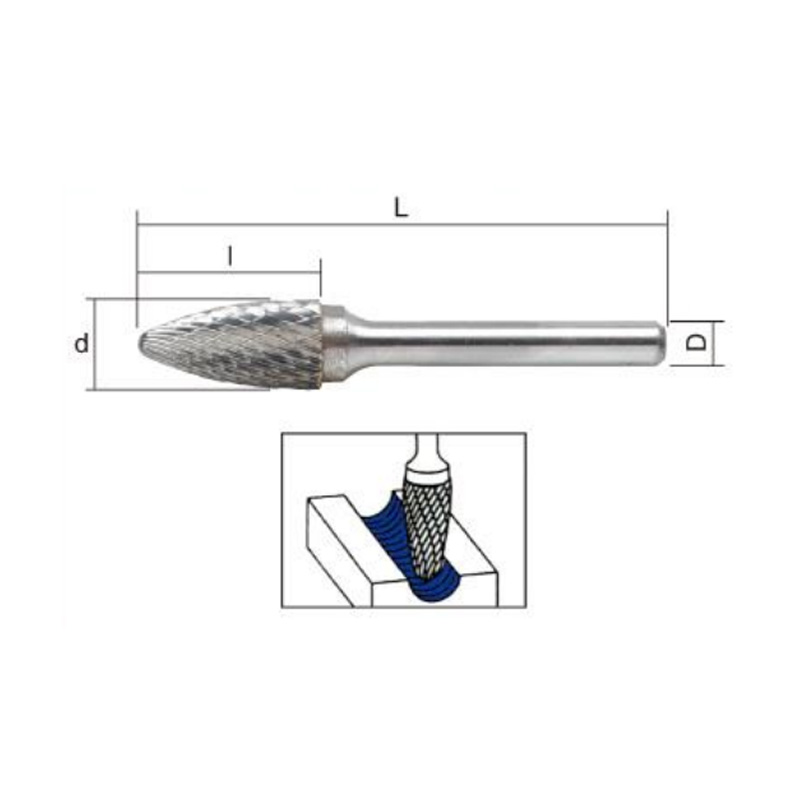
See DetailsTitanium and stainless steel are widely used in mechanical production environments where strength, corrosion resistance, and structural stability are required. In machining operations involving these materials, Carbide Burr tools are often selected when conventional cutting tools cannot maintain consistent performance under sustained load and heat conditions.
Titanium and stainless steel behave differently from softer metals during cutting. Titanium has low thermal conductivity, which causes heat to remain concentrated in the cutting zone. This localized heat can influence tool stability and affect surface quality if not properly managed. Stainless steel presents another challenge due to its tendency to harden during cutting, a phenomenon commonly referred to as work hardening.
As cutting continues, the resistance of stainless steel increases gradually. This requires tools that can maintain edge integrity under changing load conditions. Both materials require controlled cutting strategies rather than aggressive removal approaches.
Carbide burr tools operate through rotational cutting action, where flutes engage the material surface and shear off small chips. The hardness of tungsten carbide allows the cutting edges to maintain shape even under elevated stress conditions. This structural stability is important when working with metals that resist deformation.
Different burr geometries influence how material is removed. Cylindrical burrs are often used for flat surface trimming, while rounded profiles allow smoother contour transitions. Flame-shaped burrs are commonly applied in confined spaces where directional control is required. Each shape contributes differently to material removal behavior.
Heat generation plays a significant role in machining titanium and stainless steel. When heat accumulates at the cutting interface, it may affect tool wear and reduce cutting stability. Operators often adjust rotational speed to control heat buildup, ensuring that cutting remains stable across the working surface.
In some machining environments, cooling methods are applied to assist in temperature control. These methods help maintain a more stable cutting zone and reduce thermal stress on both tool and material. Controlled heat distribution supports more consistent machining behavior over extended operation periods.
Chip formation varies depending on cutting conditions and burr type. Stainless steel tends to produce elongated chips if cutting parameters are not well controlled. This can cause entanglement or uneven surface finishing. Double-cut burr designs help break chips into smaller segments, improving flow and reducing resistance.
Titanium produces shorter chips, but due to material hardness, chip evacuation still requires attention. Maintaining consistent tool motion helps avoid irregular cutting patterns and ensures smoother material removal.
Selecting appropriate burr geometry depends on the machining objective. For edge trimming, cylindrical burrs are commonly used. For contour finishing, ball-shaped burrs provide smoother transitions. Flame-shaped burrs are useful in narrow spaces where access is limited. Each design supports specific machining requirements.
Operators often adjust tool selection based on accessibility, surface geometry, and material hardness. This helps ensure that cutting remains controlled and consistent throughout the process.
Titanium and stainless steel machining are widely used in aerospace components, precision mechanical systems, and medical device structures. These applications require controlled shaping and surface refinement. Carbide burr tools are frequently applied in these environments because they allow detailed work without excessive material stress.
Welcome to our product showcase featuring the Double-Sided Door Panel Edge Profile Cutter Blade! Designed for precision ...
See Details
Welcome to our product page featuring the B2 Type for concave circular arc shaping turning tool and flange turning tool!...
See Details
Welcome to our product description for the C4 Type for-processing triangle belt pulley and grooving cutter! This special...
See Details
Welcome to our product page featuring the 90 Degree and 93 Degree External Turning Tools! These cutting tools play a cru...
See Details
Carbide Inserts DP Type, also known as P type flat-top tooth inserts, are cutting-edge tools designed to deliver excepti...
See Details
Contact Us